
"теория предсказаний для решения задач энергосбережения"

- дайджест сайта
- Услуги аутсорсинга проектирования
- Аудит предприятия
- Техническая экспертиза
- Паспортизация предприятия
- Унификация оборудования гидравлического
- Модули гидравлические
- Гидроприводы на воде
- Установки очистки жидкости
- Сервораспределители
- Пропорциональные распределители для прессов
- Сервоклапаны для прессов
- Роторные распределители для вибромашин
- Гидропанели управления
- Стабилизаторы давления
- Гидрозамки
- Гидроцилиндры
.jpg)
Шаговые конвейеры.
Шаговый конвеер служит для перемещения изделий путем их периодического перекладывания на направляющих.
Ниже, в качестве примера, представлены исполнения холодильников кантующих сортовых для охлаждения изделий, поступающих с механизма непрерывного литья заготовок (МНЛЗ). Холодильники кантующие сортовые выполнены на базе шагового конвейера.
Шаговый конвейер представляет собой совокупность двух столов (подвижного и неподвижного) выполненных из продольных реек, закрепленных на поперечных балках образующих общий стол конвейера. Перемещение изделий вдоль стола обеспечивается циклическим движением подвижного стола.
Цикл перемещения включает в себя четыре фазы: подъем изделия рейками подвижных столов, перемещение изделия на один шаг, опускание изделия на рейки неподвижных столов, холостой ход подвижных столов в исходное положение.
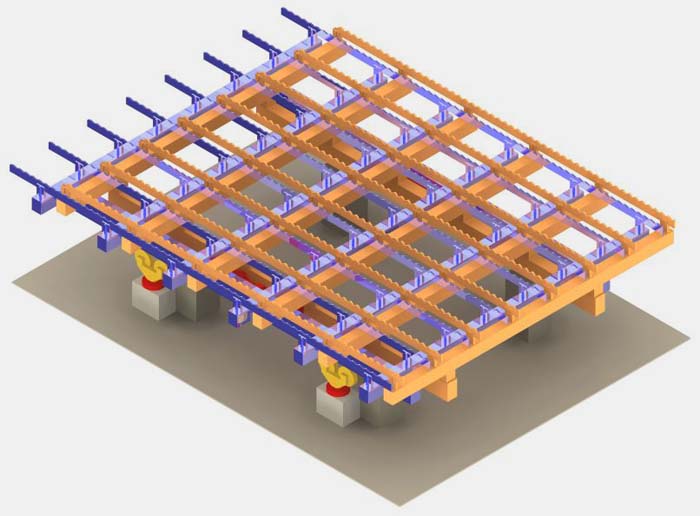
Рис.1 Шаговый конвейер с вертикальными цилиндрами подъёма.
Цикл перемещения обеспечивается посредством гидропривода, исполнительные гидроцилиндры вертикального перемещения, которого входят в четыре колесные опоры, на которых расположен подвижной стол. Горизонтальное перемещение подвижного стола обеспечивается двумя гидроцилиндрами расположенными встречно один из которых (возвратный), соединен с пневмогидравлическим аккумулятором.

Рис.2 Опора ветикальная.
На рис. 2 изображена такая опора, которая состоит из пары колес 1, закрепленных на траверзе 2, подвешенной на оси 3 к полой колонне 4, имеющей по две направляющей 5.
На неподвижной сварной раме 6 на плитах 7 установлены в два уровня ролики, по которым обкатываются направляющие колонны. Положение роликов регулируется для выборки зазоров с направляющими рейками.
Привод колонны осуществляется от плунжерного гидроцилиндра 8, опирающегося торцами корпуса и плунжера, выполненных по сфере, в опорные конические шайбы 9, одна из которых установлена на подвижной колонне, вторая – на плите неподвижной рамы.
При работе плунжерный гидроцилиндр воспринимает только осевые нагрузки, что увеличивает его долговечность.
Колесная пара 1 с траверзой 2 выполнены в виде балансирной тележки, позволяющей компенсировать неплоскостность рельсов при качении колес.
Диаметры колес рассчитаны по допускаемым контактным напряжениям от веса загруженных подвижных столов. Колеса и рельсы защищены от попадания на них окалины козырьками, выполненными из листа и закрепленными на подвижных столах конвейера.
Рамы колесных опор закрыты съемными ограждениями. Опорные ролики колонн и зеркало штока гидроцилиндра защищены от окалины и пыли гибким рукавом.
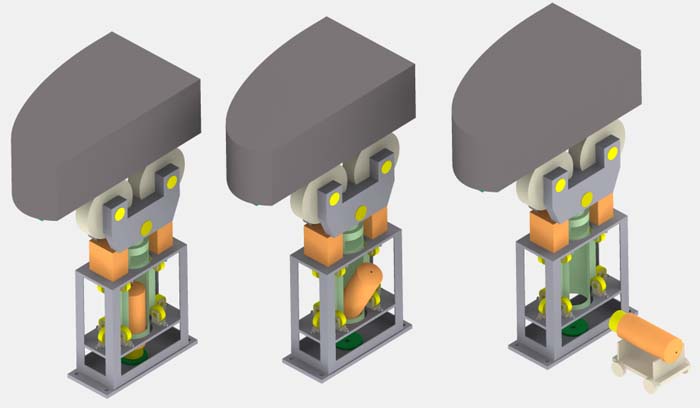
Рис.3 Процесс замены гидроцилиндра.
Возможны разные варианты исполнения привода. Ниже представлен конвейер с рычажными опорами по перемещениям (Рис. 4).
Рис.4 Шаговый конвейер с рычажными опорами.
Вариант, когда за счет движения столов в противофазе, потребная мощность привода в 2 раза меньше в сравнении с приводами на аналогичные столы (Рис.5).

Рис.5 Шаговый конвейер с противофазным перемещением столов.

630024 г. Новосибирск
тел./факс: (383)361-26-80, 361-25-58
тел./факс: (383)361-26-80, 361-25-58
e-mail: